
The Biobed DUO design has been developed to provide advantages for specific applications.
Overview
It offers improved performance by combining world leading Biobed advanced technology with innovative process features such as recycle and mixing control, in-situ cleaning and sludge inventory management in an advanced two layer reactor system.
SYSTEM FEATURES
- Standard reactor heights of 25 m combined with a standard range of reactor diameters provide a range of reactor volumes up to 4000 m3.
- Both reactor and conditioning tank are completely enclosed and pressurized to eliminate any emission or smell from the system
- Mixing conditions in the sludge bed can be set by the operator independent of other system parameters
- The sludge withdrawal piping grid is multipurpose designed for Nitrogen injection at the reactor floor to temporary boost mixing of the entire sludge bed.
- The sludge withdrawal piping grid can be cleaned and flushed in – situ with the reactor feed pump to prevent blockage.
ANAEROBIC TREATMENT ADVANTAGES
- COD loading rate 20-30 kg COD/m3.d
- COD removal efficiencies 75-90%
- Compact system using minimal space
- Full control of emissions, no odour
- Biogas production for energy recovery
- Minimal surplus sludge production
- Fully automated and operator friendly with the reactor feed pump to prevent blockage.
APPLICATIONS AREAS
- Food and Beverage
- Pulp and Paper
- Biofuel
- Chemical
Applications
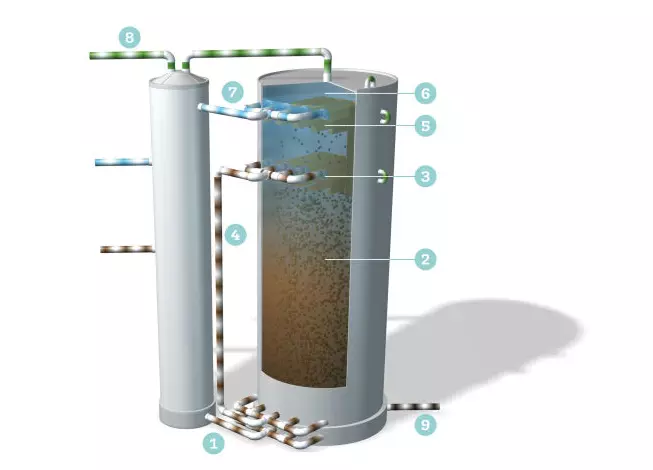
1 - Influent Flow distribution
The proprietary influent distribution system feeds the wastewater across the reactor floor to secure an even distribution of flow through the sludge bed thereby minimizing the risk of short circuiting and dead zones. The system can be cleaned in-situ by easily accessible flush connections.
2 - Biogas production
Wastewater passes through a dense granular sludge bed where the organic pollution is degraded and biogas is produced.
3 - 1st layer Gas separation
A first layer of Gas Liquid separators divert the produced biogas to the headspace of the reactor.
4 - Recycling and Mixing control
A recycle pump is used to return a controlled amount of water from above the first layer of gas Liquid separators back to the lower section of the reactor. This will boost the mixing in the sludge bed the upflow velocities can be set as required depending on the type of wastewater treated and sludge quality developed.
5 - 2nd layer Gas separation
A second layer of Gas Liquid separators divert any residual gas to the reactor headspace. A novel design feature facilitates both first and second layers to be cleaned in-situ by scouring with biogas.
6 - Effluent polishing
Above the second layer of separators the gas and liquid velocities are minimal and quiescent flow conditions allow anaerobic biomass and solids to be separated efficiently to produce an excellent effluent quality.
7 - Effluent discharge
Treated effluent is discharged by gravity through a submerged effluent collection piping grid installed above the second layer of Gas Liquid separators. The submerged piping is self-cleaning and requires no leveling adjustments at any time.
8 - Biogas management
Biogas is collected in the reactor headspace and piped out via the conditioning tank for downstream energy recovery. The system is fitted with a foam detector and automated foam reduction system.
9 - Sludge inventory management
A uniquely designed sludge collection grid allows the operator to maintain a healthy granular biomass in the reactor even for those applications where a high inorganic content or heavy granular sludge develops. Surplus sludge is extracted from across the entire reactor floor area.
